
DUST CONTROL SOLUTIONS FOR SURFACE PREPARATION AND ABRASIVE BLASTING
RoboVent offers robust dust collection solutions for surface preparation and abrasive blasting. We understand the challenges of working with highly abrasive materials.
There are several important considerations when designing a dust collection solution for abrasive materials. Specialized solutions are needed to extend the life of the filter and ductwork and reduce the risks of fire and combustion.
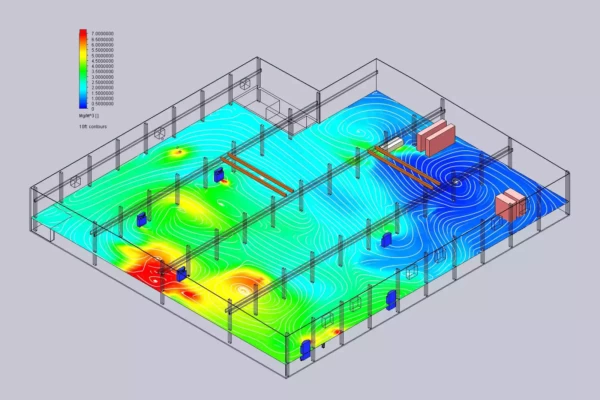
- Engineering controls and ventilation: As much as possible, abrasive blasting processes should be contained from the rest of the facility. If they are not already contained within a cabinet or enclosed blasting room, curtains or hoods can be used to contain blasting dust. Airflow should be designed to reduce the propagation of abrasive blasting dusts throughout the facility.
- Reusable material collection: The dust collection system should be designed with a method for collecting reusable material. For most abrasive blasting applications, a dropout box is the most efficient method. The dropout box is an open area designed to slow the velocity of air and allow larger, heavier particles to fall out of the airstream. Finer dust is pulled into the dust collector, where it is captured by the filter. The larger material can be collected for reuse.
- Dust collector design: Collection of abrasive dusts requires a rugged, heavy-duty dust collector. It should be equipped with an abrasion-resistant inlet valve. For heavy-duty applications, you can also consider having the interior of the dust collector lined with ceramic or an ultra-high molecular weight (UHMW) plastic. Careful consideration must also be given to factors such as air-to-cloth ratio and interstitial velocity (velocity of air inside the dust collector chamber). The system must be calibrated for the specific process; wheel blasting will have different requirements than air blasting.
- Ductwork design: Ductwork must be made of heavy-duty materials or have special linings so it will stand up to repeated abrasion by blasting dust. A longer run will reduce the risk of fire by giving sparks time to cool before they hit the filter. If the process generates a large number of sparks and ductwork cannot be designed with a long enough run, a spark suppression system may be considered.
- Fire suppression: The dust collector should be equipped with an internal fire suppression system for added protection against fires.
- Explosion mitigation: If you are collecting combustible dusts, you will need a deflagration system to reduce the chances of an explosion inside the dust collector and mitigate damage to the facility if an explosion should occur. These systems may include an explosion vent to release built-up pressure in the collector, an isolation valve to prevent pressure waves from propagating back into the facility, and a rotary airlock to keep collected dust safely contained in the hopper.
- Filters: The filter media must be durable with withstand abrasive dusts. Make sure the system has an effective pulsing system to pulse off excess dust and prevent premature filter loading. Because of the high risk of tears and abrasion, it is also important to make sure the system has a particulate monitoring system that can detect leaks past the filter.

Surface Preparation Processes and Materials
Surface preparation may include several different processes, which include both mechanical (abrasive) cleaning and chemical surface preparation. Most of these processes simply clean and prepare the surface for coating. Some, such as shot peening, actually shape the surface in addition to cleaning it. Common methods of abrasive surface preparation include:
- Air blasting: High-velocity compressed air is used to propel an abrasive material against a work surface. Air blasting may be conducted using portable powered hand tools or using automated robotic equipment in a blast room or blast cabinet. Applications include mill scale/rust removal, shot peening, stripping and cleaning of metals and composite materials, cosmetic finishing, and surface profiling.
- Wheel blasting: Rotating bladed wheels are used to propel an abrasive material into the surface. These systems often use a conveyor to move the piece through the abrasive cleaner. Includes tumble blasters, spinner hanger machines, table blast machines, wire mesh belt systems and roll conveyors. Effective for mill scale/rust removal, shot peening and surface finishing.
- Shot peening: Shot peening (or shot blasting) bombards the surface with small spherical shot pellets. It is typically used to shape, surface and strengthen metals and composites. Like abrasive blasting, shot peening involves propelling the material into the surface at high velocity using air or wheel blasting. The larger, spherical peens act like tiny hammers when they hit the material, deforming the surface under compressive stress. This strengthens the material and prevents the propagation of microcracks in metals and composites that must perform under mechanical stress. Peening can increase fatigue resistance by up to 1,000%.
- Sanding, grinding, filing and buffing: Sanding, buffing, filing and grinding tools are used to clean, shape, smooth, deburr and polish a variety of materials, including wood, metal, ceramic, fiberglass, plastics, ceramics and concrete. This may be done using hand-held tools (such as files, bench grinders, angle grinders, belt sanders, orbital sanders, disc sanders, finishing sanders and buffing wheels) or in a finishing machine.
- Vibratory finishing: In vibratory finishing methods, the part to be cleaned or finished is placed in a specialized tumbler along with an abrasive medium. The tumbling action rubs the abrasive grit against the part until the desired finish is achieved. It is typically used to deburr, de-scale, burnish, clean, polish or brighten smaller components. Vibratory finishing works especially well for small parts that are oddly shaped or contain internal features (e.g., grooves and holes) that must be deburred and polished.
Abrasive cleaning methods—including air blasting and wheel blasting, sanding and grinding—generate the most dust. Materials used for abrasive cleaning may include:
- Sand (crystalline silica)
- Silicon carbide
- Steel grit
- Steel shot
- Iron ore (specular hematite)
- Aluminum oxide
- Copper slag
- Coal slag
- Ceramic grit
- Plastic beads
- Glass beads/crushed glass
- Walnut shells/corn cobs
- Baking soda
Dust Control Regulations for Surface Preparation and Abrasive Blasting
Abrasive blasting and surface preparation are not highly regulated, but they must still follow all of OSHA’s general guidelines for workplace safety and dust control. Depending on the materials used, facilities may also have to follow specific regulations for reducing exposure to hazardous substances.

- Nuisance dusts: Most abrasive blasting dusts fall under the OSHA definition of “nuisance dusts,” which are regulated under the general particulate matter concentration limit. The general limit for “Particulates Not Otherwise Regulated” (PNOLs) is 15 mg/m3 (8-hour TWA limit) for total particulate and 5mg/m3 for respirable particulates. Employers must also follow general Housekeeping standards (OSHA 1910.22, Walking-Working Surfaces) to prevent accumulation of dust on surfaces.
- Hazardous dusts: If the abrasive material is toxic or contains toxic trace metals, the dust may be regulated by OSHA with more stringent exposure limits. These are expressed as Permissible Exposure Limits (PELs), which are measured and averaged over a worker’s 8-hour shift and specific to each toxic substance present in the dust. Manufacturers are responsible for ensuring that workers are not exposed to hazardous dusts in levels above the PELs. Failure to control dust in areas where workers may be exposed can result in serious fines and legal action. OSHA PELs for various hazardous dust types can be found here: OSHA Annotated PELs.
- Combustible dusts: Combustible dusts are regulated under OSHA’s General Duty Clause (Section 5(a)(1)) with additional requirements under the Hazardous Locations (§1910.307), Hazard Communication (§1910.1200) and Housekeeping (§1910.22) standards. In addition, manufacturers dealing with combustible dusts must follow National Fire Protection Association (NFPA) standards for prevention of fires and explosions. Abrasive blasting dust falls under NFPA 654, Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing and Handling of Combustible Particulate Solids. OSHA’s Combustible Dust National Emphasis Program (NEP) outlines policies and procedures for inspecting workplaces that create or handle combustible dusts.
Dust Collection Challenges for Surface Preparation and Abrasive Blasting
Abrasive blasting and surface preparation are typically conducted within an enclosed room or chamber, which help to contain the dust created by the process. There are a number of challenges when it comes to collection of abrasive blasting dust.

- Reclamation of usable abrasive materials: Abrasive blasting requires a large volume of abrasive materials. Over time, these materials will break down into dust too fine to be effective for abrasive cleaning and blasting. However, a large amount of the material used in each round of abrasive blasting is still usable. It is preferable to collect these coarser materials for reuse. This will reduce costs and improve the sustainability of surface cleaning processes.
- Abrasive dust collection: Highly abrasive dusts like those used for surface preparation are tough on filters, ductwork and dust collector components. Large abrasive particles will wear through filter media rapidly or cause pinhole tears, which allow particulate to make it past the filter.
- Nuisance dust: Fine airborne dust inside the blasting area can reduce visibility, making it difficult for workers conducting blasting with hand-held tools. Uncontrolled dust of any type is also a housekeeping consideration.
- Combustible dusts: Many of the dusts created by abrasive blasting are combustible. That means they can generate an explosion when allowed to concentrate in the air or inside a dust collection machine. Special care must be taken when collecting combustible dusts to minimize the risks of an explosion inside the dust collector.
- Fire risk: Sparks can be created during abrasive blasting, especially when using metallic/slag abrasives on metallic surfaces. In addition, oil from the surfaces being cleaned can end up in the filters. This combination of sparks and oils creates an elevated risk of dust collector fires for surface preparation.
Health risks: Particulates created by abrasive blasting tend to be large and coarse, so they are not pulled as deeply into the lungs as fumed particulate from welding or other thermal processes. However, that does not mean that abrasive blasting dust is benign. Even non-toxic dust from materials such as corn cobs or walnut shells can cause severe lung irritation. Some materials are associated with specific health risks, including silicosis, lung cancer and other kinds of lung damage. Some slags used for abrasive blasting may contain trace amounts of arsenic, beryllium, cadmium or other toxic metals. Hazards can also arise from residues and old coatings on the surfaces being prepared, such as lead exposure when stripping older paints.
RECOMMENDED SOLUTIONS

Senturion
Senturion Modular Dust Collector ONE TOUGH DUST COLLECTOR. COUNTLESS APPLICATIONS. Senturion i...
OTHER SOLUTIONS
Engineering
ENGINEERING SERVICES Facility Testing, System Design and Engineering for Industrial Air Filtrat...
TOTAL FILTRATION PARTNER
RoboVent is your full turnkey resource for clean air in industrial environments. From facility testing and engineering, to installing equipment, providing replacement filters and preventive maintenance, RoboVent is ready to manage the whole process.
CONTACT US
Contact one of our industrial dust experts to gain the advantage against dust-generating processes and applications.



